Thread and Profile Rolling belong to the chipless machining processes. This technology is used for producing threads, splines, grooves, worm gears and serrations on the outside of a round work piece which is axially symmetric. On the SURFACE of the work piece a certain profile will be formed.
This is an extremely efficient CHIPLESS forming process saving steel because of the absence of chips on the one hand. On the other hand you will receive an increase in the surface hardness . The uninterrupted structure in the cold formed material increases the tensile strength of the work piece.
Process/Application
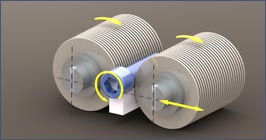
Through-Feed System with 2 tools
Application:
Standard threads, special threads, knurling, ball screws etc. medium to high accuracy
Production rate: 1 to 60 m / min
Work piece sizes: M2 upt to M 300 in standard
or high tensile steel length up to 6000 mm
Example:

ACME Thread
From High Grade Steel: 42CrMo4, Tr 30×6 DIN 103
Piece length 3.000 mm
Production: 600 mm / min.
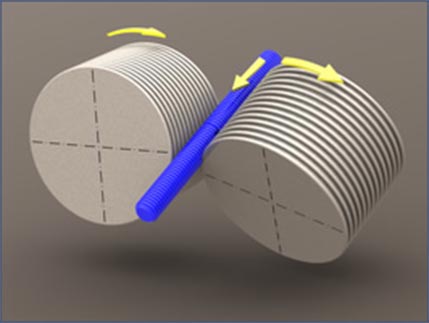
In-feed System with 2 tools
Application:
Standard threads, special threads, knurling and serrations with medium to high accuracy
Production rate: 1 up to 300 Parts / min
Work piece sizes: M2 to M300 in standard
or high tensile steel
length of the thread/serration =width of the tool
Example: clamp bolt for wind power plants
High Grade Steel: 20mn B 4 Cr 8 (10,9) ca. 900 N / mm 2
tensile strength
M 45 pitch 5 mm, Production: 150 Parts / Hour.

Examples for valves
High temprature metal: Inconel bis 1.800 N / mm 2 tensile strength
Setting of the shaft, Production: 1.400 parts / hour

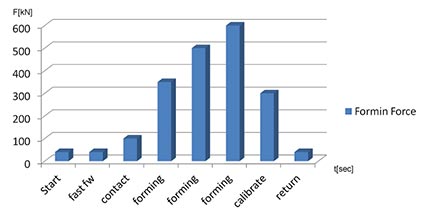
Progression of force during the chipless forming of threads: